北京供應硬質合金鋸齒片廠
發布時間:2023-01-14 00:32:16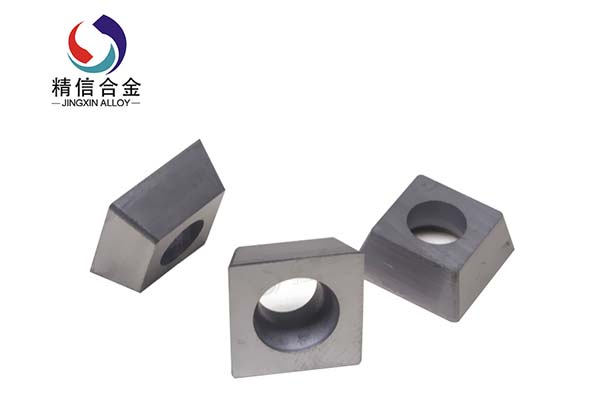
北京供應硬質合金鋸齒片廠
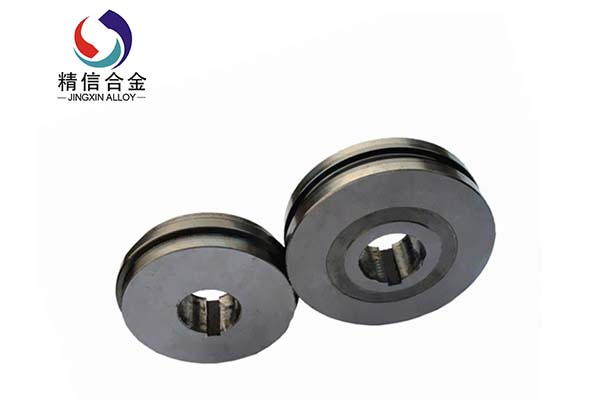
新硬質合金滾刀或重磨過的硬質合金滾刀,使用前切削刃要用油石研磨,使刃口倒圓0.01~0.03mm.從現場經驗得知,未經研磨的硬質合金滾刀刀刃磨損較快,已加工表面粗糙度值也高;研磨過的滾刀可以得到滿意的切削效果,不但可以增大抗沖擊性能防止切削時出現崩刃,而且有利于提高刀尖的切入性。硬質合金滾刀使用3~4次后,要重新在滾刀檢查儀上檢查前刀面刃形,如發現齒形精度超差,則需重新鏟磨齒形。重磨硬質合金滾刀前刀面要盡可能采用濕磨,即用煤油作冷卻液,這樣可避免前刀面磨削時燒傷,并可降低硬質合金滾刀前刀面的粗糙度值。
北京供應硬質合金鋸齒片廠
硬質合金刀片是一種斷裂韌性較差的刀具。在加工過程中,由于這些原因經常出現問題,僅在某些需要韌性的場合才難以使用。針對這一問題,提出了一些解決方案,即添加晶須。晶須可以吸收裂紋擴展的能量,吸收的能量取決于晶須與基體的結合狀態。當晶須在外載荷作用下從合金基體中拔出時,由于界面摩擦消耗了部分外載荷能量,從而達到增韌的目的。增韌效果受晶須與界面之間的滑動阻力的影響。

北京供應硬質合金鋸齒片廠
硬質合金顧名思義硬度一定要高。高的硬度,一般硬質合金刀片材料的硬度都會在85HRA以上。足夠的強度和韌性,以承受切削中的沖擊力和振動,減少刀具脆性斷裂和崩刃,這也是硬質合金刀片的前提要求。耐磨性好,即抵抗磨損的能力,使刀具使用耐久,這是影響硬質合金刀片使用壽命的。接著硬質合金刀片需要具備高的耐熱性,是指刀具在高溫下仍能保持硬度、強度、韌性和耐磨性等。硬質合金刀片工藝性能要好,為了便于刀具本身的制造,硬質合金刀片材料還應具有一定的工藝性能,如:切削性能、磨削性能、焊接性能及熱處理性能等。
北京供應硬質合金鋸齒片廠
刀具基體。碳化鎢的粒度可以決定硬質合金刀具的基體性能。粒度越大,刀具的韌性越強。粒度減小,刀具的耐磨性則越好。切削刃的制備。硬質合金刀具切削刃的制備也叫刃口鈍化,是影響加工成敗的重要因素。反之,用于加工不銹鋼和高溫合金的刀片因容易形成積屑瘤,所以要求切削刃保持鋒利,只能輕微鈍化。涂層的選擇。涂層對于刀具的切削韌性有一定的提高。涂層技術包括:氮化鈦涂層、氮鋁鈦涂層、碳氮化鈦涂層、氮化鉻涂層、金剛石涂層等。

北京供應硬質合金鋸齒片廠
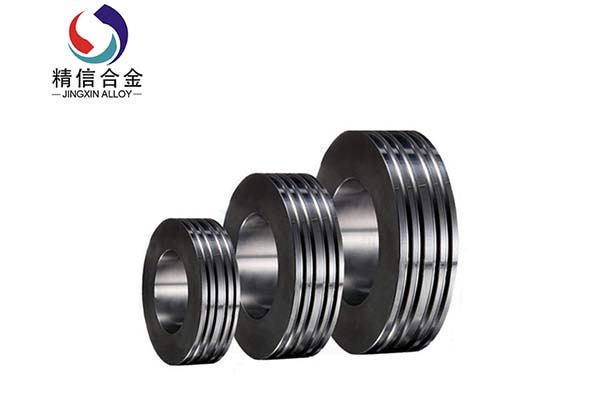
硬度高(86~93HRA,相當于69~81HRC);2.熱硬性好(達900~1000℃,保持60HRC);3.耐磨性好。硬質合金刀具比高速鋼切削速度高4~7倍,刀具壽命高5~80倍。制造模具、量具,壽命比合金工具鋼高 20~150倍。可切削50HRC左右的硬質材料。但硬質合金脆性大,不能進行切削加工,難以制成形狀復雜的整體刀具,因而常制成不同形狀的刀片,采用焊接、粘接、機械夾持等方法安裝在刀體或模具體上使用。