鎮(zhèn)江供應(yīng)硬質(zhì)合金防滑釘廠
發(fā)布時間:2023-01-12 00:32:16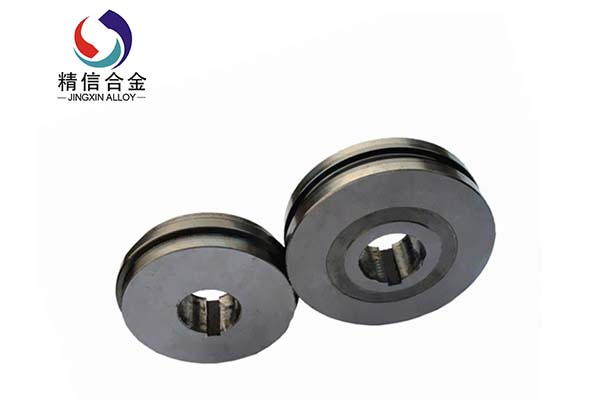
鎮(zhèn)江供應(yīng)硬質(zhì)合金防滑釘廠
建議使用工業(yè)硼砂正確選擇焊接用焊劑。高鈦低鈷細(xì)晶合金及細(xì)長合金葉片焊接時,為減少焊接應(yīng)力,建議采用0.2-0.5mm厚的薄板或2-3mm網(wǎng)目直徑的補補墊片進(jìn)行焊接。采用正確的磨削方法。同時要選擇合適的砂輪和合理的磨削工藝,避免產(chǎn)生磨削裂紋,影響刀具的使用壽命。正確安裝工具。安裝刀具時,刀頭伸出刀架的長度應(yīng)盡可能小。否則,容易引起刀具振動,損壞合金薄板。當(dāng)使用正確的再磨削和磨削工具以達(dá)到正常鈍度時,必須進(jìn)行再磨削。磨具刃口和刀尖圓角必須用油石磨光,提高磨具的使用壽命和安全性、可靠性。

鎮(zhèn)江供應(yīng)硬質(zhì)合金防滑釘廠
單位體積硬質(zhì)合金模具的質(zhì)量,其體積一般包括材料中空隙的體積,常用g/cm3來表示。硬質(zhì)合金密度測試儀廠家分析合金的理論密度可按以下公式計算:d0=100/x/da+y/db+z/dc;其中,da、db、dc分別表示A組元、B組元、C組元的理論密度,x、y、z分別代表組元A、B、C的質(zhì)量分?jǐn)?shù)。合金中的孔隙度計算公式為:P=(1-d/d0)×100%;其中,P為合金中的孔隙度,%(體積分?jǐn)?shù));d為合金的實際密度,d0為合金的理論密度。

鎮(zhèn)江供應(yīng)硬質(zhì)合金防滑釘廠
硬質(zhì)合金模具操作人員必須特別注意模具規(guī)劃中的幾個重要方面:當(dāng)規(guī)劃級進(jìn)模時,模具壓料受力平衡,以避免當(dāng)帶材沒有進(jìn)入模具時,模具產(chǎn)生傾斜。裝置足夠的模具保護(hù)裝置,如接近開關(guān)和雙層金屬傳感器。模具在側(cè)沖或旁邊面成型時產(chǎn)生大量的側(cè)推力,模具規(guī)劃應(yīng)該考慮吸附這些旁邊面受力。模具入口添加導(dǎo)料槽引導(dǎo)資料更簡單進(jìn)入模具。

鎮(zhèn)江供應(yīng)硬質(zhì)合金防滑釘廠
溫度越高,溶解和擴散速率就越快,被一定量的Co溶解的WC就越多,即細(xì)WC向粗WC遷移的速度加快。過高的燒結(jié)溫度易產(chǎn)生異常的晶粒長大。在較低溫度下延長燒結(jié)時間,同樣可以使晶粒長大。可見燒結(jié)溫度和時間可以互補。通過調(diào)整溫度或時間可以獲得相同的WC晶粒度。燒結(jié)溫度對碳化鎢晶粒長大的影響。平均粒度增大時,晶粒長大迅速下降,平均粒度為3um或3um以上時,晶粒長大對燒結(jié)溫度不大敏感,在很寬的燒結(jié)溫度范圍內(nèi),其粒度或機械性能變化很小。
鎮(zhèn)江供應(yīng)硬質(zhì)合金防滑釘廠
硬質(zhì)合金冷鐓模主要用于:各種金屬及非金屬粉末的模壓及沖壓,壓縮率大的鋼棒、鋼管拉伸,較大應(yīng)力下工作的額頂鍛、穿孔及沖壓模具,機器配件、模芯、制作沖壓模具,如沖壓手表零件、樂器彈簧片等;沖制電池殼、牙膏皮的模具。小尺寸鋼球、螺釘、螺帽的沖壓模具、耐沖擊鍛造模具及制作標(biāo)準(zhǔn)件、軸承、工具等行業(yè)的冷鐓、冷沖、冷壓模具。彈頭和彈殼的沖壓模具。

鎮(zhèn)江供應(yīng)硬質(zhì)合金防滑釘廠
化學(xué)拋光:化學(xué)拋光是讓硬質(zhì)合金模具在化學(xué)介質(zhì)表面微觀凸出部分優(yōu)先溶解,從而得到平滑面。這種方法可拋光形狀復(fù)雜的工件。得到的表面粗糙度一般為10μm。電解拋光:電解拋光的原理和化學(xué)拋光相同,都是溶解材料表面微小凸出部分,使表面光滑。超聲波拋光:超聲波拋光是把工件放入磨料懸浮液中并一起置于超聲波場中,依靠超聲波的振蕩作用,使磨料在工件表面磨削拋光。超聲波拋光可以不讓其腐蝕,利于表面亮化。流體拋光:流體拋光是依靠高速流動的液體及其攜帶的磨粒沖刷工件表面達(dá)到拋光的目的。常用方法有:磨料噴射加工、液體噴射加工、流體動力研磨等。