江蘇定制硬質合金棒材廠家
發布時間:2022-12-24 00:32:16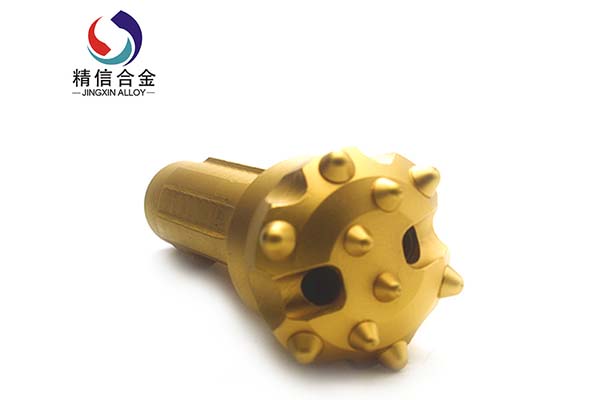
江蘇定制硬質合金棒材廠家
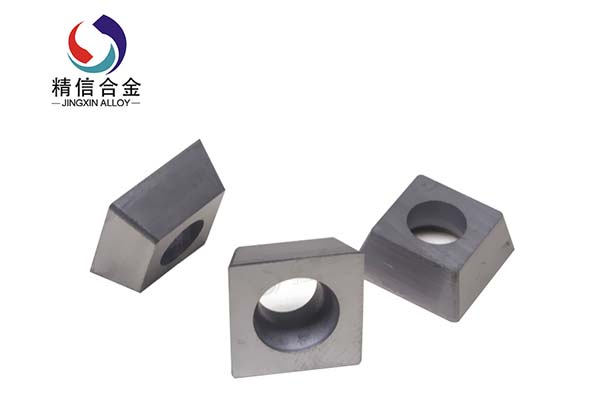
選購硬質合金方條時一定要了解其合金牌號,也就是硬質合金方條的物理性能參數,這點至關重要!選購硬質合金方條時要檢驗其外形尺寸,外形尺寸精準的硬質合金方條可減少你很多深加工的時間,從而提高你的生產效率并減少、降低你的加工成本。 選購硬質合金方條時要注意檢測平面的平整度,對稱度等形位公差,形位公差精度高的硬質合金方條做出來的產品品質更高,加工也要簡單得多。選購硬質合金方條時要注意檢查其邊緣是否有崩邊、缺角、圓角、膠皮、鼓泡、變形、翹起、過燒等不良現象。優質的硬質合金方條是不會存在前述不良現象的。
江蘇定制硬質合金棒材廠家
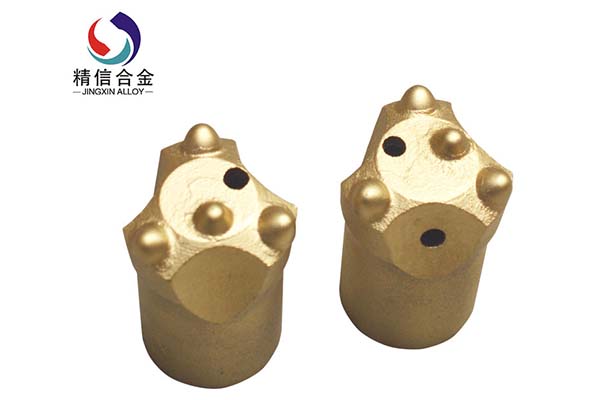
硬質合金長條性能:硬質合金長條具有很好的硬性、高硬度、耐磨性好、高彈性模量、高抗壓強度、化學穩定性好(耐酸、堿、高溫氧化)、沖擊韌性較低、膨脹系數低,導熱、導電與鐵及其合金相近的特點。硬質合金長條應用范圍:硬質合金長條具有紅硬性高、焊接性好、高硬度、高耐磨性的特征,主要應用于制作加工實木、密度板、灰口鑄鐵、有色金屬材料、冷硬鑄鐵、淬硬鋼、PCB、制動材料。使用時應具體根據用途選擇合適材質的硬質合金長條。

江蘇定制硬質合金棒材廠家
硬質合金滾刀切削用量:切削速度一般可以在30~60m/min內選擇。進給量可以在1.6~4mm/r的范圍內選擇,粗滾選大值;精滾時,為減小被加工齒輪齒面的波度,進給量不宜大于2mm/r。切削深度。使用硬質合金滾刀切削硬齒面齒輪時,由于刀刃鈍圓半徑比較大,第一刀粗切時,切削深度選擇大些,以便切削刃切入齒輪熱處理表層,要避免硬質合金滾刀切削刃在齒輪齒面上滑動,尤其要避免在齒面留量小于0.05mm條件下進行切削。否則硬質合金滾刀會迅速磨損或崩刃。后一刀精加工切削深度限制在0.1-0.3mm,好限制在0.2-0.25mm之間。

江蘇定制硬質合金棒材廠家
能夠充分的發揮粉末治金無切削的少切削的工藝特點,保證達到零件的三項基本要求:壓件的幾何形狀、尺寸精度和表面粗糙度、壓件密度的均勻性。能夠應用合理地選擇模具材料和設計壓膜結構,使壓模具有足夠的的強度、剛度和硬度,具有高的耐磨性和使用壽命,便于操作和調整,保證安全可靠,盡可能實現自動化。能夠根據實際條件合理地提出模具加工要求比如:模具材料的選擇、熱處理制度及硬度要求、尺寸和精度和表面粗糙的要求等,便于加工制造。
江蘇定制硬質合金棒材廠家
硬質合金是以一種或幾種難熔碳化物(碳化鎢、碳化鈦等)的粉末為主要成分,加入作為粘接劑的金屬粉末(鈷、鎳等),經粉末冶金法而制得的合金。它主要用于制造高速切削刃具和硬、韌材料切削刃具,以及制作模具、量具和不受沖擊、振動的高耐磨零件。硬質合金的特點:1.硬度、耐磨性和硬性高。2.強度、彈性模量高。3.耐蝕性、抗氧化性好。4.線膨脹系數小。5.成形制品不再加工、重磨。

江蘇定制硬質合金棒材廠家
按模具沖剪力的大小,正確使用足夠噸位的沖床。在模具上機前,必須檢查調整模具沖箭刃口的間隙,以防運輸途中裝卸模具時刃口間隙走樣,調整均可后再上機臺。架模前要對模具的上下表面進行清潔,保證模具安裝面和沖床的工作臺面壓傷及模具在生產中上下安裝面的平行度。沖床的工作臺面與滑塊底面必須平行。模具架好后將模具打開,將模具各部分清檫干凈,特別是導向機構,對于表面件(外觀件)的模具其型面清檫干凈,以保證制件的質量.對模具各滑動部位進行潤滑和模具各部位的檢查,特別是安全件。沖出樣品后,須當即確認是否與產品規格相符。