濟寧非標硬質合金柱塞廠家
發(fā)布時間:2022-12-20 00:32:18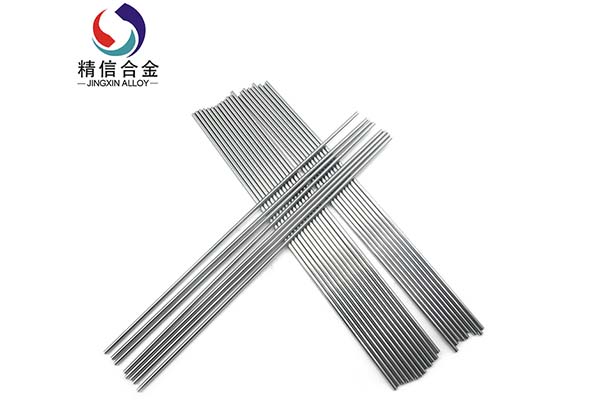
濟寧非標硬質合金柱塞廠家
硬質合金模具操作人員必須特別注意模具規(guī)劃中的幾個重要方面:當規(guī)劃級進模時,模具壓料受力平衡,以避免當帶材沒有進入模具時,模具產(chǎn)生傾斜。裝置足夠的模具保護裝置,如接近開關和雙層金屬傳感器。模具在側沖或旁邊面成型時產(chǎn)生大量的側推力,模具規(guī)劃應該考慮吸附這些旁邊面受力。模具入口添加導料槽引導資料更簡單進入模具。

濟寧非標硬質合金柱塞廠家
選購硬質合金方條時一定要了解其合金牌號,也就是硬質合金方條的物理性能參數(shù)。選購硬質合金方條時要檢驗其外形尺寸,外形尺寸精準的硬質合金方條可減少你很多深加工的時間,降低你的加工成本。選購硬質合金方條時要注意檢測平面的平整度,對稱度等形位公差,形位公差精度高的硬質合金方條做出來的產(chǎn)品品質更高,加工也要簡單得多。選購硬質合金方條時要注意檢查其邊緣是否有崩邊、缺角、圓角、膠皮、鼓泡、變形、翹起、過燒等不良現(xiàn)象。優(yōu)質的硬質合金方條是不會存在前述不良現(xiàn)象的。

濟寧非標硬質合金柱塞廠家
硬質合金刀片的主要成分是不同配比的碳化鎢和鈷,原材料的初形態(tài)是粉末;在重約560kg的容器里盛裝著配好的原料,它們將被用于生產(chǎn)不同的粉末;在車間里,將干燥的原料與乙醇和水配成的溶劑混合形成一種粘稠度類似酸奶的灰色漿狀物;待漿狀物干燥后,將樣品送往實驗室進行質量檢測。沖壓后的硬質合金刀片需要加熱使其硬化,這一工作由燒結爐完成,燒結爐一次可以處理數(shù)千片刀片;壓制好的刀片粉末在長達13h的過程中被加熱到約1,500℃,熔融而成為硬質合金這一硬度極高的材料。燒結工藝中的收縮比例約為50%,因此燒結后刀片大小僅為之前的一半。
濟寧非標硬質合金柱塞廠家
溫度越高,溶解和擴散速率就越快,被一定量的Co溶解的WC就越多,即細WC向粗WC遷移的速度加快。過高的燒結溫度易產(chǎn)生異常的晶粒長大。在較低溫度下延長燒結時間,同樣可以使晶粒長大。可見燒結溫度和時間可以互補。通過調整溫度或時間可以獲得相同的WC晶粒度。燒結溫度對碳化鎢晶粒長大的影響。平均粒度增大時,晶粒長大迅速下降,平均粒度為3um或3um以上時,晶粒長大對燒結溫度不大敏感,在很寬的燒結溫度范圍內,其粒度或機械性能變化很小。

濟寧非標硬質合金柱塞廠家
硬質合金板材產(chǎn)品氣壓燒結工藝有很多優(yōu)點:由于燒結一類熱等靜壓工藝是在真空燒結溫度下直接加壓保壓,有利于提高液相金屬的流動性、消除空隙,還能避免常規(guī)類熱等靜壓處理后易于出現(xiàn)的“粗晶”等組織缺陷。與真空燒結相比碳平衡容易控制,可校正壓制品中缺碳或碳過剩的問題,減少合金內部孔隙,對硬質合金產(chǎn)品強度、硬度等性能指標有一定的提高。該工藝在同一爐體中進行,節(jié)省了大量設備投資,其加工處理費用比真空燒結后再類熱等靜壓工藝低一倍,可大幅提高產(chǎn)品使用壽命。
濟寧非標硬質合金柱塞廠家
建議使用工業(yè)硼砂正確選擇焊接用焊劑。高鈦低鈷細晶合金及細長合金葉片焊接時,為減少焊接應力,建議采用0.2-0.5mm厚的薄板或2-3mm網(wǎng)目直徑的補補墊片進行焊接。采用正確的磨削方法。同時要選擇合適的砂輪和合理的磨削工藝,避免產(chǎn)生磨削裂紋,影響刀具的使用壽命。正確安裝工具。安裝刀具時,刀頭伸出刀架的長度應盡可能小。否則,容易引起刀具振動,損壞合金薄板。當使用正確的再磨削和磨削工具以達到正常鈍度時,必須進行再磨削。磨具刃口和刀尖圓角必須用油石磨光,提高磨具的使用壽命和安全性、可靠性。