十堰非標硬質合金防滑釘廠家
發布時間:2021-12-21 00:30:24
十堰非標硬質合金防滑釘廠家
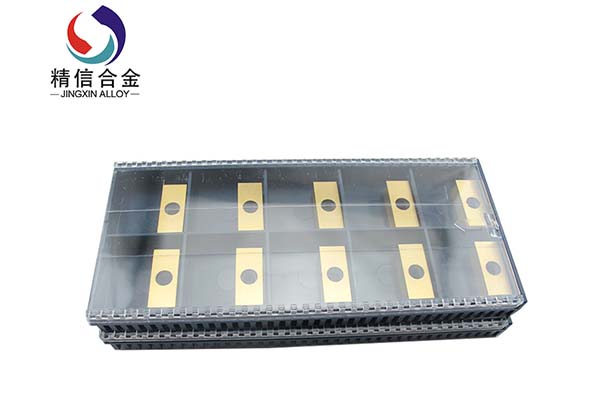
分切機圓刀片主要用于紙張、薄膜、金、銀箔、鋁箔、銅箔、磁帶等物品的分切,要求刀片切斷阻力zui小,耐磨損性zui大,出于對商品精度的要求刃具有時須達到微米級精度。分切圓刀片用料精選進口SK5鋼材,鋼材硬度高,耐熱性好,精細打磨,刀鋒銳利,彈性極高,不易變形。分切圓刀片適用于分切上下刀片廣泛應用與造紙、紙制品加工、膠粘帶制品、薄膜、電線電纜、橡膠、鋁箔、化纖、非制造布、復合包裝材料、電訊電器、卷煙、皮革、印刷、食品服裝等行業。

十堰非標硬質合金防滑釘廠家
不適宜的縮面率。硬質合金模具本身具有硬、脆的特性,要根據線材機械性能的不同,選擇合適的面縮率。熱處理的效果好壞,熱處理對于硬度過大或硬度不均勻的線材,要先通過退火或回火降低硬度,使之均勻否則會嚴重傷害硬質合金模具。不進行加工的材質表面處理。所使用的潤滑劑的效果,在整個生產過程中始終保持佳的潤滑狀態,以便形成一層能承受高壓力而不被破壞的薄膜,降低工作區的摩擦力,提高硬質合金模具使用壽命。5是否定期保養硬質合金模具。 這樣才能可以延長硬質合金模具的使用壽命

十堰非標硬質合金防滑釘廠家
硬質合金熱導率較小,如鎢鉆類硬質合金的熱導率為58.62~87.92W/(m?K),鎢鈷鈦合金的熱導率一般為16.75~62.8W/(m?K)。為了避免產生裂紋,就不能選擇大脈寬的加工規準。粗加工時,大都采用比較小的脈寬(例如100μs以下)和較高峰值電流。精加工時,同樣選擇小脈寬和較高峰值電流,就能把粗加工所產生的淺的裂紋幾乎全部去掉。這樣選擇規準,不但可避免裂紋產生,而且表面粗糙度也較好。裂紋對冷鍛模使用壽命影響很大,所以電火花精加工后的冷鍛模必須再進行拋光,以全部去掉電火花加工所產生的熱影響層,否則在使用時模具就有開裂的可能。
十堰非標硬質合金防滑釘廠家
硬質合金刀片是一種斷裂韌性較差的刀具。在加工過程中,由于這些原因經常出現問題,僅在某些需要韌性的場合才難以使用。針對這一問題,提出了一些解決方案,即添加晶須。晶須可以吸收裂紋擴展的能量,吸收的能量取決于晶須與基體的結合狀態。當晶須在外載荷作用下從合金基體中拔出時,由于界面摩擦消耗了部分外載荷能量,從而達到增韌的目的。增韌效果受晶須與界面之間的滑動阻力的影響。
十堰非標硬質合金防滑釘廠家
建議使用工業硼砂正確選擇焊接用焊劑。高鈦低鈷細晶合金及細長合金葉片焊接時,為減少焊接應力,建議采用0.2-0.5mm厚的薄板或2-3mm網目直徑的補補墊片進行焊接。采用正確的磨削方法。同時要選擇合適的砂輪和合理的磨削工藝,避免產生磨削裂紋,影響刀具的使用壽命。正確安裝工具。安裝刀具時,刀頭伸出刀架的長度應盡可能小。否則,容易引起刀具振動,損壞合金薄板。當使用正確的再磨削和磨削工具以達到正常鈍度時,必須進行再磨削。磨具刃口和刀尖圓角必須用油石磨光,提高磨具的使用壽命和安全性、可靠性。
十堰非標硬質合金防滑釘廠家
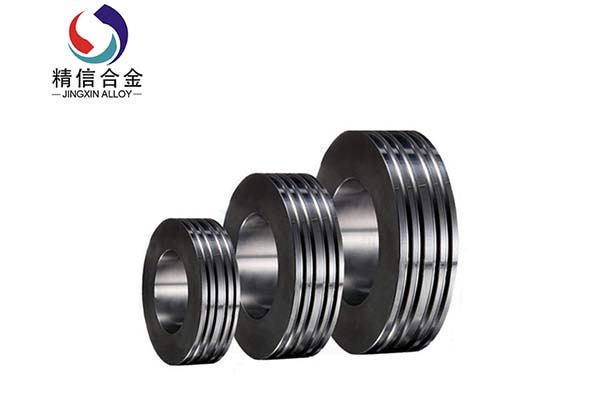
硬質合金滾刀切削用量:切削速度一般可以在30~60m/min內選擇。進給量可以在1.6~4mm/r的范圍內選擇,粗滾選大值;精滾時,為減小被加工齒輪齒面的波度,進給量不宜大于2mm/r。切削深度。使用硬質合金滾刀切削硬齒面齒輪時,由于刀刃鈍圓半徑比較大,第一刀粗切時,切削深度選擇大些,以便切削刃切入齒輪熱處理表層,要避免硬質合金滾刀切削刃在齒輪齒面上滑動,尤其要避免在齒面留量小于0.05mm條件下進行切削。否則硬質合金滾刀會迅速磨損或崩刃。后一刀精加工切削深度限制在0.1-0.3mm,好限制在0.2-0.25mm之間。