東莞供應硬質合金閥座生產廠家
發布時間:2025-03-01 00:20:05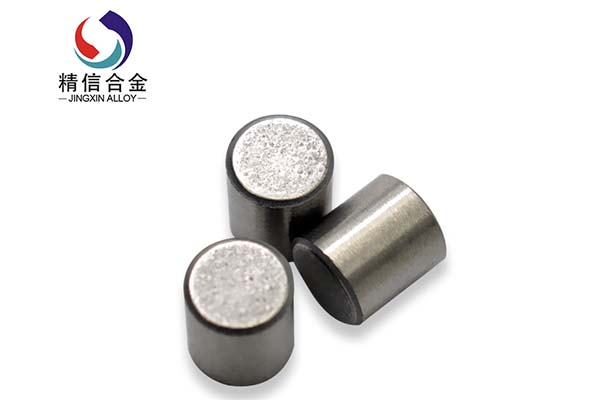
東莞供應硬質合金閥座生產廠家
硬質合金滾刀切削用量:切削速度一般可以在30~60m/min內選擇。進給量可以在1.6~4mm/r的范圍內選擇,粗滾選大值;精滾時,為減小被加工齒輪齒面的波度,進給量不宜大于2mm/r。切削深度。使用硬質合金滾刀切削硬齒面齒輪時,由于刀刃鈍圓半徑比較大,第一刀粗切時,切削深度選擇大些,以便切削刃切入齒輪熱處理表層,要避免硬質合金滾刀切削刃在齒輪齒面上滑動,尤其要避免在齒面留量小于0.05mm條件下進行切削。否則硬質合金滾刀會迅速磨損或崩刃。后一刀精加工切削深度限制在0.1-0.3mm,好限制在0.2-0.25mm之間。
東莞供應硬質合金閥座生產廠家
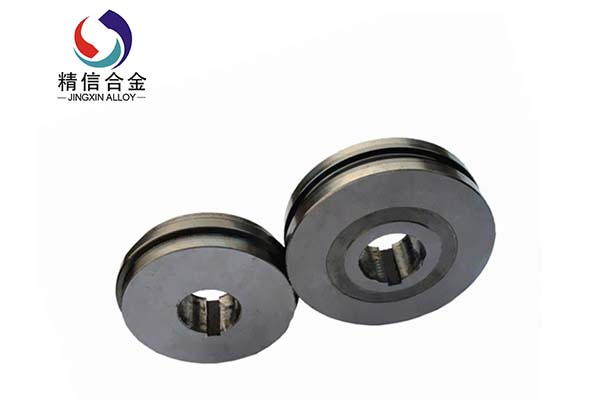
硬質合金板材是鎢鋼眾多材料中的一種,采用治金方法經制粉、球磨、壓制、燒結而成的,不同用途的鎢鋼板材中的WC和Co的成分含量不盡一致。使用范圍極廣泛,具有極好的經硬性、高硬度、耐磨性好、高彈性模量、高抗壓強度、化學穩定性好(耐酸、堿、高溫氧化)、沖擊韌性較低、膨脹系數低,導熱、導電與鐵及其合金相近的特點。也是制作耐高溫零件、耐磨零件、防屏蔽零件、耐腐蝕零件的極佳材料。使用時應具體根據用途選擇合適材質的鎢鋼板材。
東莞供應硬質合金閥座生產廠家
建議使用工業硼砂正確選擇焊接用焊劑。高鈦低鈷細晶合金及細長合金葉片焊接時,為減少焊接應力,建議采用0.2-0.5mm厚的薄板或2-3mm網目直徑的補補墊片進行焊接。采用正確的磨削方法。同時要選擇合適的砂輪和合理的磨削工藝,避免產生磨削裂紋,影響刀具的使用壽命。正確安裝工具。安裝刀具時,刀頭伸出刀架的長度應盡可能小。否則,容易引起刀具振動,損壞合金薄板。當使用正確的再磨削和磨削工具以達到正常鈍度時,必須進行再磨削。磨具刃口和刀尖圓角必須用油石磨光,提高磨具的使用壽命和安全性、可靠性。

東莞供應硬質合金閥座生產廠家
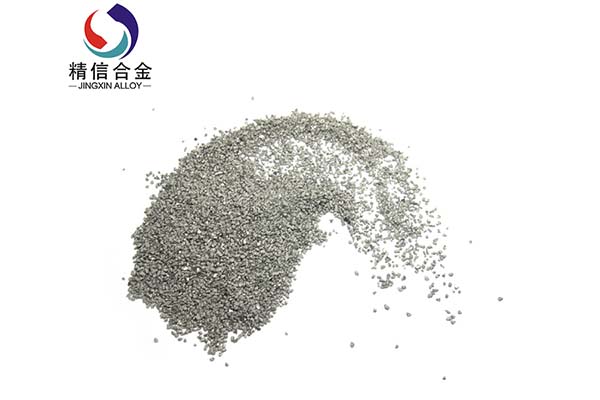
溫度越高,溶解和擴散速率就越快,被一定量的Co溶解的WC就越多,即細WC向粗WC遷移的速度加快。過高的燒結溫度易產生異常的晶粒長大。在較低溫度下延長燒結時間,同樣可以使晶粒長大。可見燒結溫度和時間可以互補。通過調整溫度或時間可以獲得相同的WC晶粒度。燒結溫度對碳化鎢晶粒長大的影響。平均粒度增大時,晶粒長大迅速下降,平均粒度為3um或3um以上時,晶粒長大對燒結溫度不大敏感,在很寬的燒結溫度范圍內,其粒度或機械性能變化很小。

東莞供應硬質合金閥座生產廠家
硬質合金模具壓力式噴嘴在結構上的特點:壓力式噴嘴在結構上的共同特點是使液體獲得選擇,即液體獲得離心慣性力,然后由噴嘴孔高速噴出。工業上使用的旋轉型壓力噴嘴,考慮溶液的磨損問題,采用碳化鎢等耐磨材料制造。也可以采用鑲人造寶石的噴嘴孔。