無錫定制硬質合金鋸齒片廠
發布時間:2024-08-13 00:26:05
無錫定制硬質合金鋸齒片廠
硬質合金滾刀切削用量:切削速度一般可以在30~60m/min內選擇。進給量可以在1.6~4mm/r的范圍內選擇,粗滾選大值;精滾時,為減小被加工齒輪齒面的波度,進給量不宜大于2mm/r。切削深度。使用硬質合金滾刀切削硬齒面齒輪時,由于刀刃鈍圓半徑比較大,第一刀粗切時,切削深度選擇大些,以便切削刃切入齒輪熱處理表層,要避免硬質合金滾刀切削刃在齒輪齒面上滑動,尤其要避免在齒面留量小于0.05mm條件下進行切削。否則硬質合金滾刀會迅速磨損或崩刃。后一刀精加工切削深度限制在0.1-0.3mm,好限制在0.2-0.25mm之間。
無錫定制硬質合金鋸齒片廠
硬質合金模具有著較高的強耐功能,這種模具在擠壓的流程中會遭到了強大的擠壓力,同時它們也會遭到曲折力,或許是其余的一些外力作用的影響。因而在實際選擇的流程當中,過程了熱處置,根本上都具有著高強度的強耐功能,他們在實際進行加工的流程當中,也有著本身的浸透率。只要如許能力夠確保模具的平均性的放置,同時纖維的目標也有著更多的毛病,因而整個模具的強耐功能絕對來說會出現低落的狀況,真有能夠會形成他們前期的破壞。
無錫定制硬質合金鋸齒片廠
硬質合金加工平均在界面單位面積上的超額能量叫界面能。淬透性--淬透性指合金淬成馬氏體的能力,主要與臨界冷速有關,大小用淬透層深度表示。淬硬性--淬硬性指鋼淬火后能達到的硬度,主要與鋼的含碳量有關。慣習面--固態相變時,新相往往在母相的一定晶面開始形成,這個晶面稱為慣習面。索氏體--中溫段珠光體轉變產物,由片狀鐵素體滲碳體組成,層片間距較小,片層較薄。珠光體--鐵碳合金共析轉變的產物,硬質合金加工是共析鐵素體和共析滲碳體的層片狀混合物。萊氏體--鐵碳相圖共晶轉變的產物,是共晶奧氏體和共晶滲碳體的機械混合物。

無錫定制硬質合金鋸齒片廠
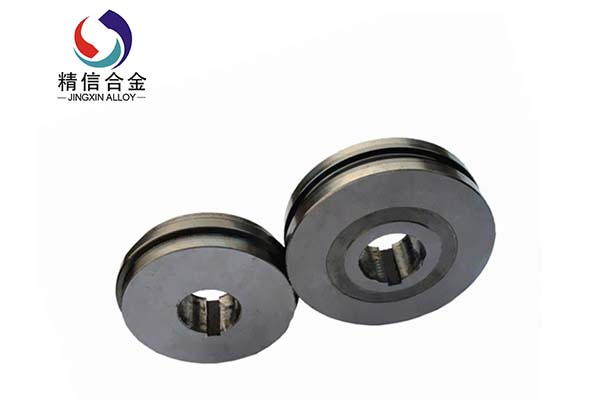
硬質合金模具操作人員必須特別注意模具規劃中的幾個重要方面:當規劃級進模時,模具壓料受力平衡,以避免當帶材沒有進入模具時,模具產生傾斜。裝置足夠的模具保護裝置,如接近開關和雙層金屬傳感器。模具在側沖或旁邊面成型時產生大量的側推力,模具規劃應該考慮吸附這些旁邊面受力。模具入口添加導料槽引導資料更簡單進入模具。