無錫非標硬質合金圓棒廠家
發布時間:2024-04-17 00:27:02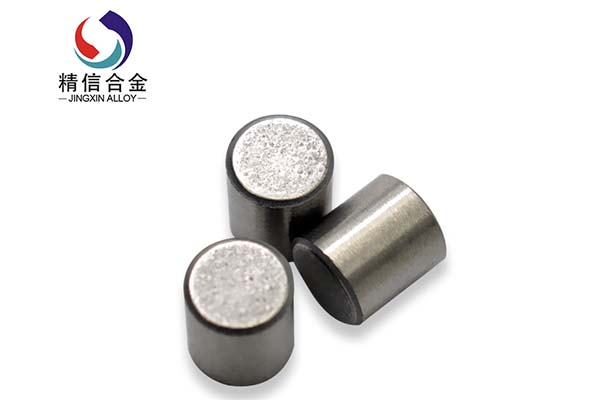
無錫非標硬質合金圓棒廠家
硬質合金熱導率較小,如鎢鉆類硬質合金的熱導率為58.62~87.92W/(m?K),鎢鈷鈦合金的熱導率一般為16.75~62.8W/(m?K)。為了避免產生裂紋,就不能選擇大脈寬的加工規準。粗加工時,大都采用比較小的脈寬(例如100μs以下)和較高峰值電流。精加工時,同樣選擇小脈寬和較高峰值電流,就能把粗加工所產生的淺的裂紋幾乎全部去掉。這樣選擇規準,不但可避免裂紋產生,而且表面粗糙度也較好。裂紋對冷鍛模使用壽命影響很大,所以電火花精加工后的冷鍛模必須再進行拋光,以全部去掉電火花加工所產生的熱影響層,否則在使用時模具就有開裂的可能。
無錫非標硬質合金圓棒廠家
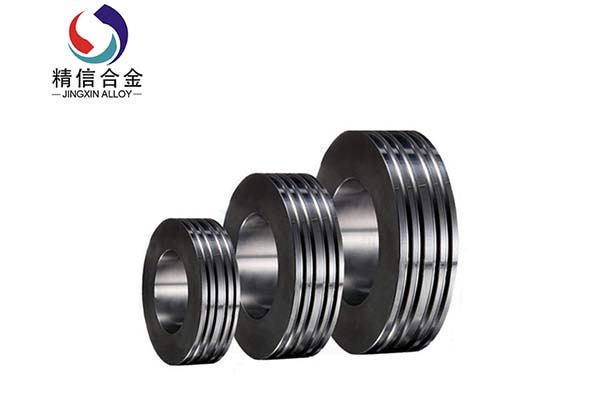
硬質合金模具壓力式噴嘴在結構上的特點:壓力式噴嘴在結構上的共同特點是使液體獲得選擇,即液體獲得離心慣性力,然后由噴嘴孔高速噴出。工業上使用的旋轉型壓力噴嘴,考慮溶液的磨損問題,采用碳化鎢等耐磨材料制造。也可以采用鑲人造寶石的噴嘴孔。
無錫非標硬質合金圓棒廠家
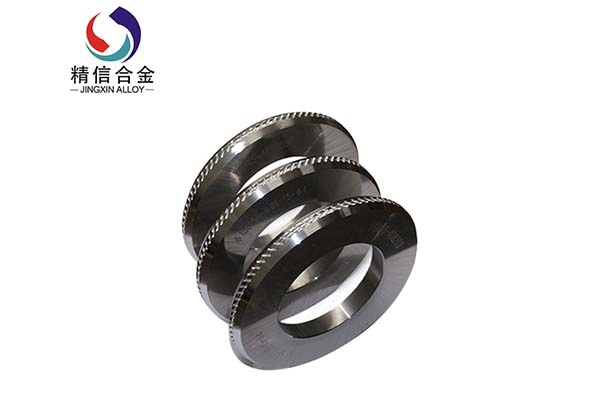
硬質合金模具操作人員必須特別注意模具規劃中的幾個重要方面:當規劃級進模時,模具壓料受力平衡,以避免當帶材沒有進入模具時,模具產生傾斜。裝置足夠的模具保護裝置,如接近開關和雙層金屬傳感器。模具在側沖或旁邊面成型時產生大量的側推力,模具規劃應該考慮吸附這些旁邊面受力。模具入口添加導料槽引導資料更簡單進入模具。
無錫非標硬質合金圓棒廠家
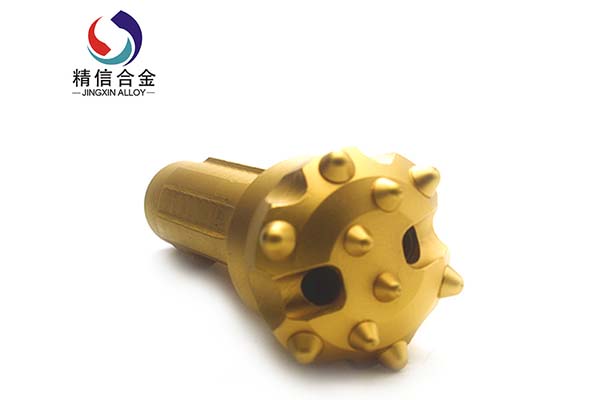
焊接刀具的結構應具有足夠的剛性,以保證*大允許的邊界尺寸、高強度鋼材等級和熱處理。硬質合金刀片應固定牢固。硬質合金焊接刀片應固定牢固,其溝槽和焊接質量是保證。因此,應根據刀片的形狀和刀具的幾何參數來選擇刀片的凹槽形狀。在將刀片焊接到刀片之前,請仔細檢查刀片。如有必要,應檢查刀片。首先,檢查葉片的支撐面是否彎曲嚴重。硬質合金焊接表面不應有嚴重的滲碳層。同時應清除硬質合金刀片表面的污垢和刀片內嵌槽,保證焊接可靠。為了保證焊接強度,應選擇合適的焊料。焊接過程中應保證良好的潤濕性和流動性,消除氣泡,使焊接與合金焊接表面充分接觸,不缺焊。