十堰定制硬質(zhì)合金鋸齒片生產(chǎn)廠家
發(fā)布時(shí)間:2024-02-01 00:28:08
十堰定制硬質(zhì)合金鋸齒片生產(chǎn)廠家
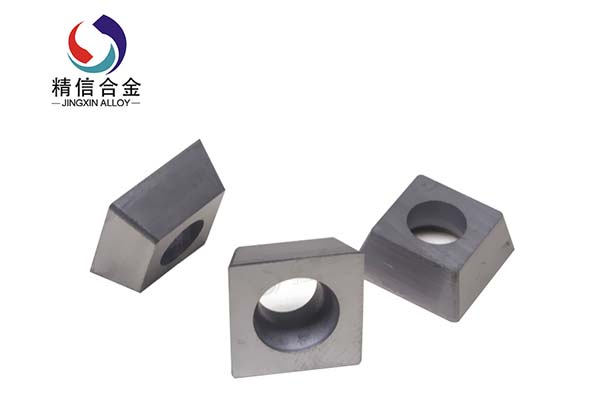
硬質(zhì)合金模具操作人員必須特別注意模具規(guī)劃中的幾個(gè)重要方面:當(dāng)規(guī)劃級(jí)進(jìn)模時(shí),模具壓料受力平衡,以避免當(dāng)帶材沒有進(jìn)入模具時(shí),模具產(chǎn)生傾斜。裝置足夠的模具保護(hù)裝置,如接近開關(guān)和雙層金屬傳感器。模具在側(cè)沖或旁邊面成型時(shí)產(chǎn)生大量的側(cè)推力,模具規(guī)劃應(yīng)該考慮吸附這些旁邊面受力。模具入口添加導(dǎo)料槽引導(dǎo)資料更簡(jiǎn)單進(jìn)入模具。
十堰定制硬質(zhì)合金鋸齒片生產(chǎn)廠家
新硬質(zhì)合金滾刀或重磨過的硬質(zhì)合金滾刀,使用前切削刃要用油石研磨,使刃口倒圓0.01~0.03mm.從現(xiàn)場(chǎng)經(jīng)驗(yàn)得知,未經(jīng)研磨的硬質(zhì)合金滾刀刀刃磨損較快,已加工表面粗糙度值也高;研磨過的滾刀可以得到滿意的切削效果,不但可以增大抗沖擊性能防止切削時(shí)出現(xiàn)崩刃,而且有利于提高刀尖的切入性。硬質(zhì)合金滾刀使用3~4次后,要重新在滾刀檢查儀上檢查前刀面刃形,如發(fā)現(xiàn)齒形精度超差,則需重新鏟磨齒形。重磨硬質(zhì)合金滾刀前刀面要盡可能采用濕磨,即用煤油作冷卻液,這樣可避免前刀面磨削時(shí)燒傷,并可降低硬質(zhì)合金滾刀前刀面的粗糙度值。

十堰定制硬質(zhì)合金鋸齒片生產(chǎn)廠家
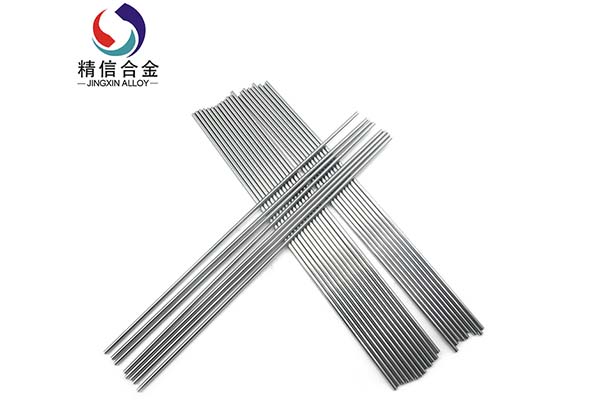
硬質(zhì)合金長(zhǎng)條性能:硬質(zhì)合金長(zhǎng)條具有很好的硬性、高硬度、耐磨性好、高彈性模量、高抗壓強(qiáng)度、化學(xué)穩(wěn)定性好(耐酸、堿、高溫氧化)、沖擊韌性較低、膨脹系數(shù)低,導(dǎo)熱、導(dǎo)電與鐵及其合金相近的特點(diǎn)。硬質(zhì)合金長(zhǎng)條應(yīng)用范圍:硬質(zhì)合金長(zhǎng)條具有紅硬性高、焊接性好、高硬度、高耐磨性的特征,主要應(yīng)用于制作加工實(shí)木、密度板、灰口鑄鐵、有色金屬材料、冷硬鑄鐵、淬硬鋼、PCB、制動(dòng)材料。使用時(shí)應(yīng)具體根據(jù)用途選擇合適材質(zhì)的硬質(zhì)合金長(zhǎng)條。
十堰定制硬質(zhì)合金鋸齒片生產(chǎn)廠家
按模具沖剪力的大小,正確使用足夠噸位的沖床。在模具上機(jī)前,必須檢查調(diào)整模具沖箭刃口的間隙,以防運(yùn)輸途中裝卸模具時(shí)刃口間隙走樣,調(diào)整均可后再上機(jī)臺(tái)。架模前要對(duì)模具的上下表面進(jìn)行清潔,保證模具安裝面和沖床的工作臺(tái)面壓傷及模具在生產(chǎn)中上下安裝面的平行度。沖床的工作臺(tái)面與滑塊底面必須平行。模具架好后將模具打開,將模具各部分清檫干凈,特別是導(dǎo)向機(jī)構(gòu),對(duì)于表面件(外觀件)的模具其型面清檫干凈,以保證制件的質(zhì)量.對(duì)模具各滑動(dòng)部位進(jìn)行潤(rùn)滑和模具各部位的檢查,特別是安全件。沖出樣品后,須當(dāng)即確認(rèn)是否與產(chǎn)品規(guī)格相符。