佛山供應硬質合金非標件生產廠家
發布時間:2023-09-11 00:28:54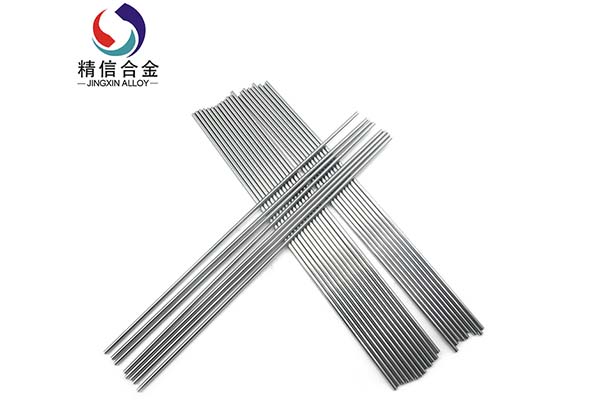
佛山供應硬質合金非標件生產廠家
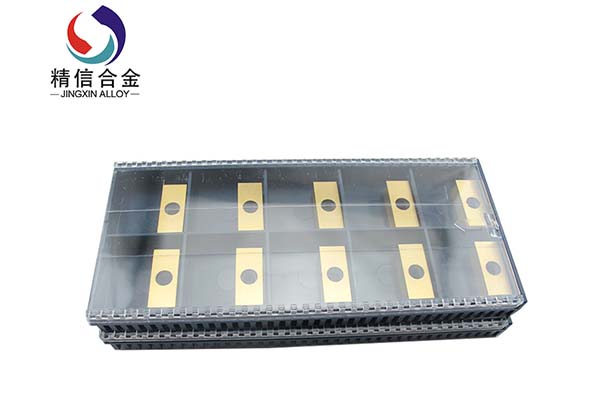
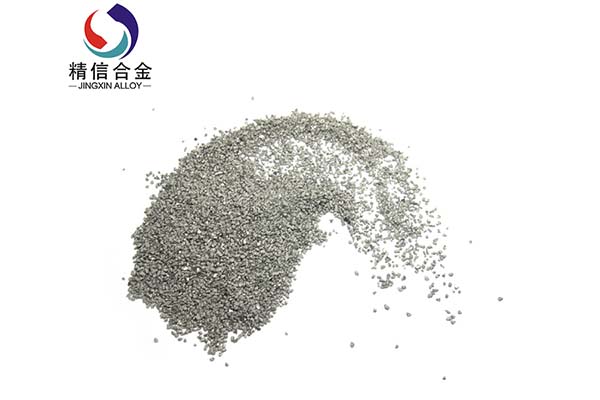
硬質合金刀片的主要成分是不同配比的碳化鎢和鈷,原材料的初形態是粉末;在重約560kg的容器里盛裝著配好的原料,它們將被用于生產不同的粉末;在車間里,將干燥的原料與乙醇和水配成的溶劑混合形成一種粘稠度類似酸奶的灰色漿狀物;待漿狀物干燥后,將樣品送往實驗室進行質量檢測。沖壓后的硬質合金刀片需要加熱使其硬化,這一工作由燒結爐完成,燒結爐一次可以處理數千片刀片;壓制好的刀片粉末在長達13h的過程中被加熱到約1,500℃,熔融而成為硬質合金這一硬度極高的材料。燒結工藝中的收縮比例約為50%,因此燒結后刀片大小僅為之前的一半。

佛山供應硬質合金非標件生產廠家
選購硬質合金方條時一定要了解其合金牌號,也就是硬質合金方條的物理性能參數,這點至關重要!選購硬質合金方條時要檢驗其外形尺寸,外形尺寸精準的硬質合金方條可減少你很多深加工的時間,從而提高你的生產效率并減少、降低你的加工成本。 選購硬質合金方條時要注意檢測平面的平整度,對稱度等形位公差,形位公差精度高的硬質合金方條做出來的產品品質更高,加工也要簡單得多。選購硬質合金方條時要注意檢查其邊緣是否有崩邊、缺角、圓角、膠皮、鼓泡、變形、翹起、過燒等不良現象。優質的硬質合金方條是不會存在前述不良現象的。

佛山供應硬質合金非標件生產廠家
刀具基體。碳化鎢的粒度可以決定硬質合金刀具的基體性能。粒度越大,刀具的韌性越強。粒度減小,刀具的耐磨性則越好。切削刃的制備。硬質合金刀具切削刃的制備也叫刃口鈍化,是影響加工成敗的重要因素。反之,用于加工不銹鋼和高溫合金的刀片因容易形成積屑瘤,所以要求切削刃保持鋒利,只能輕微鈍化。涂層的選擇。涂層對于刀具的切削韌性有一定的提高。涂層技術包括:氮化鈦涂層、氮鋁鈦涂層、碳氮化鈦涂層、氮化鉻涂層、金剛石涂層等。
佛山供應硬質合金非標件生產廠家
硬質合金板材具有極好的經硬性、高硬度、耐磨性好、高彈性模量、高抗壓強度、化學穩定性好(耐酸、堿、高溫氧化)、沖擊韌性較低、膨脹系數低,導熱、導電與鐵 及其合金相近的特點,由于鎢鋼車刀具有很大的優越性,便迅速地在工業上得到推廣。在短短的五十年間,由于鎢鋼車刀的使用,使金屬切削速度增加了二百倍,從 每分鐘十米增加到兩千米以上。耐熱的鎢鋼依然保持良好的彈性和機械強度,一般用于較厚的切削量、間斷切削及較差的零件夾緊。涂層后效果較佳,可加工至 HRC50°的各類材料。相應一般鎢鋼,具有1~2倍的使用壽命和極優秀的耐沖擊性能。
佛山供應硬質合金非標件生產廠家
硬質合金滾刀切削用量:切削速度一般可以在30~60m/min內選擇。進給量可以在1.6~4mm/r的范圍內選擇,粗滾選大值;精滾時,為減小被加工齒輪齒面的波度,進給量不宜大于2mm/r。切削深度。使用硬質合金滾刀切削硬齒面齒輪時,由于刀刃鈍圓半徑比較大,第一刀粗切時,切削深度選擇大些,以便切削刃切入齒輪熱處理表層,要避免硬質合金滾刀切削刃在齒輪齒面上滑動,尤其要避免在齒面留量小于0.05mm條件下進行切削。否則硬質合金滾刀會迅速磨損或崩刃。后一刀精加工切削深度限制在0.1-0.3mm,好限制在0.2-0.25mm之間。

佛山供應硬質合金非標件生產廠家
硬質合金球齒具有優越的耐磨性及沖擊韌性,與同類產品比具有更高的鉆掘速度。不磨球齒系列釬頭鈍化使用周期長,其壽命約為磨次同直徑刃片頭釬頭壽命的5-6倍,有利于節省輔助工時,減輕工人體力勞動和加快工程速度。硬質合金球齒具有其獨特的工作性能,因此被廣泛應用于石油鉆探和鏟雪,雪犁機器等設備。此外,硬質合金球齒在切削工具與礦山機械、道路維修和煤鉆工具中也有很好地應用。礦山用硬質合金球齒主要用作采石、采礦以及隧道和民用建筑中的采掘工具。