武漢定制硬質(zhì)合金節(jié)流閥廠
發(fā)布時間:2023-06-15 00:29:35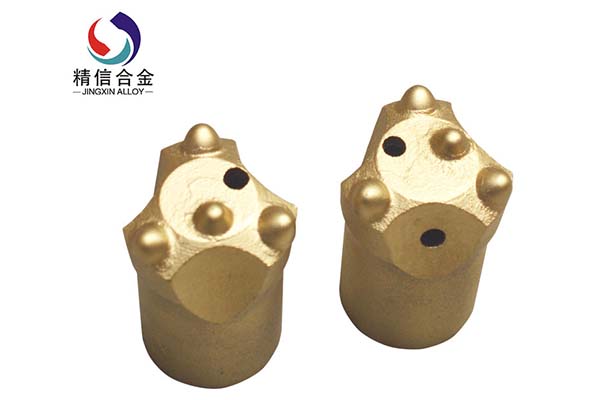
武漢定制硬質(zhì)合金節(jié)流閥廠
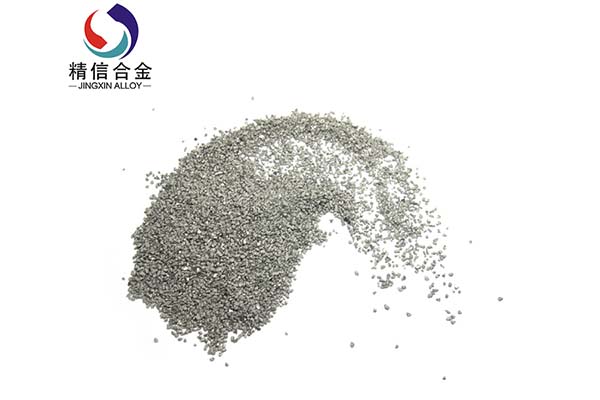
硬質(zhì)合金刀片的主要成分是不同配比的碳化鎢和鈷,原材料的初形態(tài)是粉末;在重約560kg的容器里盛裝著配好的原料,它們將被用于生產(chǎn)不同的粉末;在車間里,將干燥的原料與乙醇和水配成的溶劑混合形成一種粘稠度類似酸奶的灰色漿狀物;待漿狀物干燥后,將樣品送往實(shí)驗室進(jìn)行質(zhì)量檢測。沖壓后的硬質(zhì)合金刀片需要加熱使其硬化,這一工作由燒結(jié)爐完成,燒結(jié)爐一次可以處理數(shù)千片刀片;壓制好的刀片粉末在長達(dá)13h的過程中被加熱到約1,500℃,熔融而成為硬質(zhì)合金這一硬度極高的材料。燒結(jié)工藝中的收縮比例約為50%,因此燒結(jié)后刀片大小僅為之前的一半。
武漢定制硬質(zhì)合金節(jié)流閥廠
刀具基體。碳化鎢的粒度可以決定硬質(zhì)合金刀具的基體性能。粒度越大,刀具的韌性越強(qiáng)。粒度減小,刀具的耐磨性則越好。切削刃的制備。硬質(zhì)合金刀具切削刃的制備也叫刃口鈍化,是影響加工成敗的重要因素。反之,用于加工不銹鋼和高溫合金的刀片因容易形成積屑瘤,所以要求切削刃保持鋒利,只能輕微鈍化。涂層的選擇。涂層對于刀具的切削韌性有一定的提高。涂層技術(shù)包括:氮化鈦涂層、氮鋁鈦涂層、碳氮化鈦涂層、氮化鉻涂層、金剛石涂層等。
武漢定制硬質(zhì)合金節(jié)流閥廠
硬度高(86~93HRA,相當(dāng)于69~81HRC);2.熱硬性好(達(dá)900~1000℃,保持60HRC);3.耐磨性好。硬質(zhì)合金刀具比高速鋼切削速度高4~7倍,刀具壽命高5~80倍。制造模具、量具,壽命比合金工具鋼高 20~150倍。可切削50HRC左右的硬質(zhì)材料。但硬質(zhì)合金脆性大,不能進(jìn)行切削加工,難以制成形狀復(fù)雜的整體刀具,因而常制成不同形狀的刀片,采用焊接、粘接、機(jī)械夾持等方法安裝在刀體或模具體上使用。
武漢定制硬質(zhì)合金節(jié)流閥廠
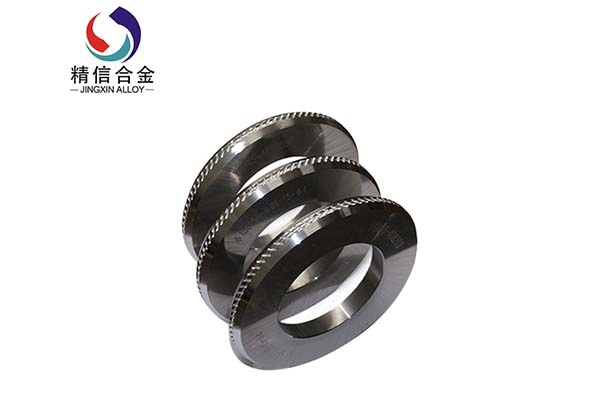
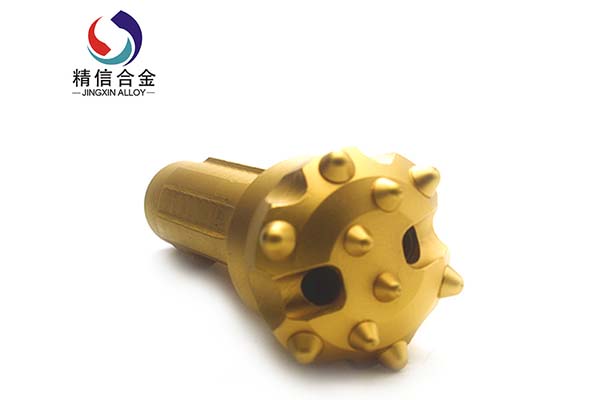
結(jié)構(gòu)零件:硬質(zhì)合金用來作結(jié)構(gòu)零件的制品很多,如旋轉(zhuǎn)密封環(huán)、壓縮機(jī)活塞、車床夾頭、磨床心軸、軸承軸頸等。耐磨零件:用硬質(zhì)合金制成的耐磨零件有噴嘴、導(dǎo)軌、柱塞、球、輪胎防滑釘、鏟雪機(jī)板等。切削工具:硬質(zhì)合金可用作各種各樣的切削工具。模具:用作各類模具的制作。地質(zhì)礦山工具:地質(zhì)礦山工具同樣是硬質(zhì)合金的一大用途。6.其他用途:硬質(zhì)合金用途越來越廣,近幾年已在民用領(lǐng)域不斷擴(kuò)展,如表鏈、表殼、高級箱包的拉鏈頭、硬質(zhì)合金商標(biāo)等。

武漢定制硬質(zhì)合金節(jié)流閥廠
建議使用工業(yè)硼砂正確選擇焊接用焊劑。高鈦低鈷細(xì)晶合金及細(xì)長合金葉片焊接時,為減少焊接應(yīng)力,建議采用0.2-0.5mm厚的薄板或2-3mm網(wǎng)目直徑的補(bǔ)補(bǔ)墊片進(jìn)行焊接。采用正確的磨削方法。同時要選擇合適的砂輪和合理的磨削工藝,避免產(chǎn)生磨削裂紋,影響刀具的使用壽命。正確安裝工具。安裝刀具時,刀頭伸出刀架的長度應(yīng)盡可能小。否則,容易引起刀具振動,損壞合金薄板。當(dāng)使用正確的再磨削和磨削工具以達(dá)到正常鈍度時,必須進(jìn)行再磨削。磨具刃口和刀尖圓角必須用油石磨光,提高磨具的使用壽命和安全性、可靠性。