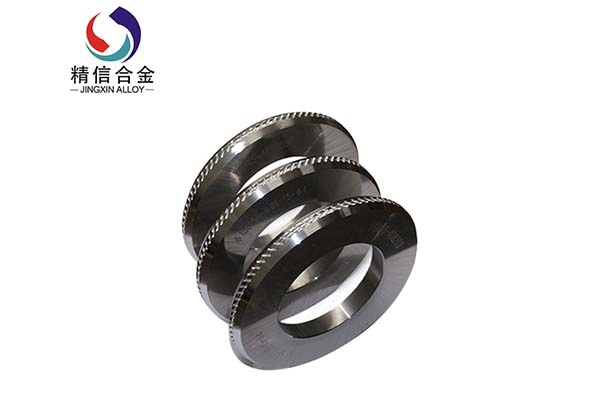
成都供應硬質(zhì)合金軋輥廠家
發(fā)布時間:2023-05-16 00:29:57
成都供應硬質(zhì)合金軋輥廠家
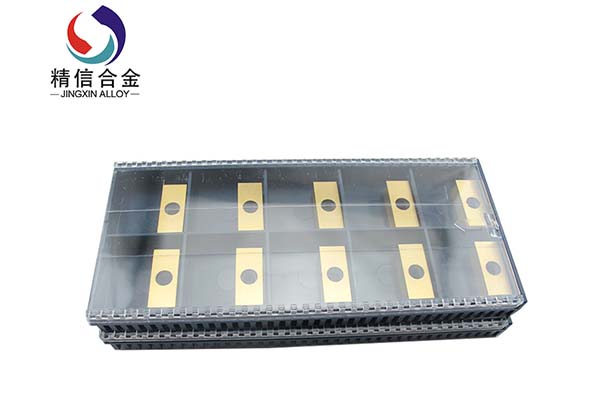
沖頭是硬質(zhì)合金模具中的上的一個零件,也叫硬質(zhì)合金沖頭或硬質(zhì)合金凸模,首要用來沖裁五金零部件或電子零部件,當然也能夠沖裁其它非金屬件,甚至皮帶孔,塑料孔等。在使用前我們該留意什么呢?用潔凈抹布清潔沖頭。檢查外表是否有刮、凹痕。如有,則用油石去除。及時上油防銹。裝置沖頭時當心不能有任何歪斜,可用尼龍錘之類的軟材料東西把它輕輕敲正,只要在沖頭正確定位后才能旋緊螺栓。
成都供應硬質(zhì)合金軋輥廠家
硬質(zhì)合金刀片是一種斷裂韌性較差的刀具。在加工過程中,由于這些原因經(jīng)常出現(xiàn)問題,僅在某些需要韌性的場合才難以使用。針對這一問題,提出了一些解決方案,即添加晶須。晶須可以吸收裂紋擴展的能量,吸收的能量取決于晶須與基體的結(jié)合狀態(tài)。當晶須在外載荷作用下從合金基體中拔出時,由于界面摩擦消耗了部分外載荷能量,從而達到增韌的目的。增韌效果受晶須與界面之間的滑動阻力的影響。

成都供應硬質(zhì)合金軋輥廠家
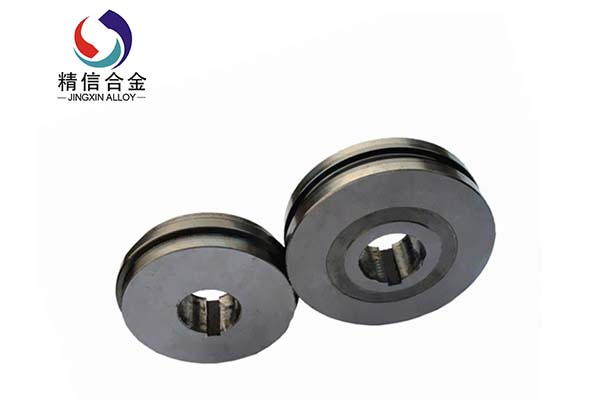
硬質(zhì)合金滾刀切削用量:切削速度一般可以在30~60m/min內(nèi)選擇。進給量可以在1.6~4mm/r的范圍內(nèi)選擇,粗滾選大值;精滾時,為減小被加工齒輪齒面的波度,進給量不宜大于2mm/r。切削深度。使用硬質(zhì)合金滾刀切削硬齒面齒輪時,由于刀刃鈍圓半徑比較大,第一刀粗切時,切削深度選擇大些,以便切削刃切入齒輪熱處理表層,要避免硬質(zhì)合金滾刀切削刃在齒輪齒面上滑動,尤其要避免在齒面留量小于0.05mm條件下進行切削。否則硬質(zhì)合金滾刀會迅速磨損或崩刃。后一刀精加工切削深度限制在0.1-0.3mm,好限制在0.2-0.25mm之間。
成都供應硬質(zhì)合金軋輥廠家
它屬于非破壞性試驗,試驗方法比較簡單。硬質(zhì)合金的硬度檢測對其試件的形狀及尺寸適應性較強,試驗效率高。另外,硬質(zhì)合金材料硬度與其它物理特性之間存在一定的對應關(guān)系。所以,其檢測結(jié)果是完全可以相互比較的。硬質(zhì)合金拉伸試驗設(shè)備龐大、操作復雜、要制備試樣、試驗效率低,對于許多金屬材料,都有一硬度試驗和拉力試驗的換算表可查。因此,在檢測硬質(zhì)合金材料力學性能時,人們越來越多地采用硬度試驗,而較少采用拉伸試驗。
成都供應硬質(zhì)合金軋輥廠家
硬質(zhì)合金硬度一般用洛氏硬度計HRA標尺或維氏硬度計來檢測,實用中人們主要采用洛氏硬度計測試HRA硬度。PHR系列便攜式洛氏硬度計十分適于測試硬質(zhì)合金的硬度。在測量硬質(zhì)合金硬度時,天星公司生產(chǎn)的PHR系列便攜式洛氏硬度計可以測試厚度或直徑在50mm以下的硬質(zhì)合金工件,可以測試直徑小到2.0mm的硬質(zhì)合金工件,可以測試內(nèi)徑小于30mm的管狀硬質(zhì)合金工件。還可以在生產(chǎn)現(xiàn)場、銷售現(xiàn)場或材料倉庫使用。這種儀器用于測試硬質(zhì)合金工件簡便、快速、無損,可對成批的成品或半成品硬質(zhì)合金工件做逐件的硬度檢測。